2024-1217-
2024-1217-
 186
186
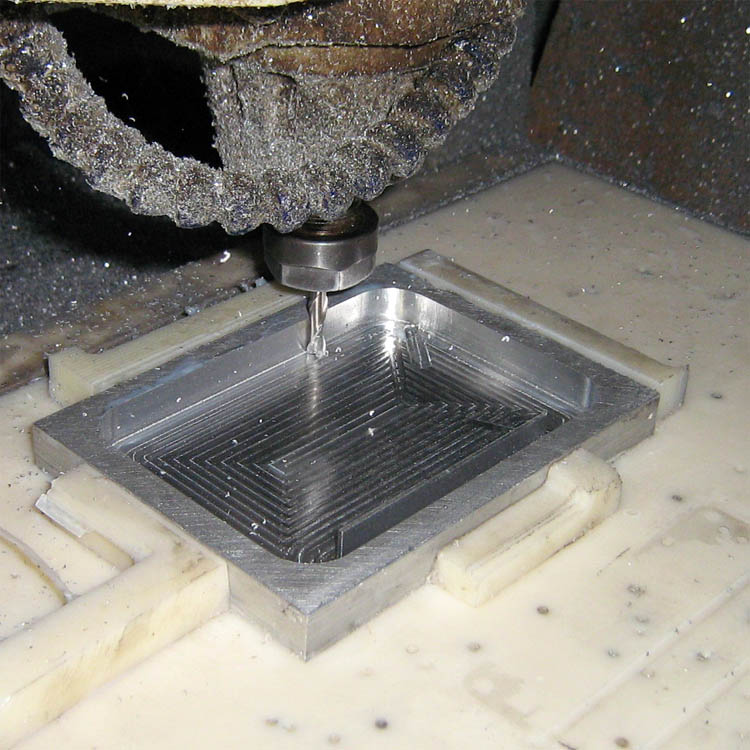
车铣复合加工结合了车削和铣削的功能,能够在一台设备上完成多种加工工序,有效提高加工效率和精度。以下是一些常见的车铣复合加工工艺:
外圆车削:这是最基本的车削工艺之一,通过刀具沿着工件的旋转轴线作直线运动,去除工件外周的多余材料,用于加工圆柱面、圆锥面等回转体表面,可精确控制工件的外径尺寸和表面粗糙度。
内孔车削:使用内孔车刀,深入工件预先钻出的孔中,对孔壁进行切削加工,以扩大孔径、提高孔的精度和表面质量,常用于加工各种机械零件的内孔,如轴承孔、齿轮孔等。
端面车削:刀具垂直于工件轴线做径向运动,切削工件的端面,可使工件端面平整,并保证与轴线的垂直度,为后续加工提供良好的基准。

平面铣削:利用铣刀的旋转和工件的进给运动,加工出平面。在车铣复合加工中,可对工件的轴向或径向平面进行铣削,用于去除余量、制造安装平面等。
轮廓铣削:通过数控编程控制刀具沿着特定的轮廓轨迹运动,铣削出各种复杂的二维或三维轮廓形状,如凸轮轮廓、模具型腔等,能够实现高精度的轮廓加工。
螺纹铣削:采用专门的螺纹铣刀,通过螺旋插补运动,在工件上加工出螺纹。相较于传统的螺纹车削,螺纹铣削具有更高的加工效率和精度,且可以加工各种不同规格和形状的螺纹。
钻削加工:在车铣复合机床上,可使用钻头进行钻孔作业,用于在工件上加工各种直径的孔,为后续的铰孔、攻丝等工序做准备。
镗削加工:对于一些精度要求较高、孔径较大的孔,可采用镗削工艺。通过镗刀的旋转和进给运动,对孔进行精细加工,进一步提高孔的尺寸精度和形状精度。
切槽与切断:使用切槽刀在工件表面加工出各种宽度和深度的槽,如退刀槽、密封槽等;当需要将工件从棒料上分离时,则可进行切断加工 。

微信扫一扫
立即咨询

 13925216985
13925216985 China
China